∫∏Ω” ¬π ∫œºØ°™°™334»ÀÀ¿Õˆ£°þ@–©Œ£ÎUºtæÄ≈ˆ≤ªµ√£°
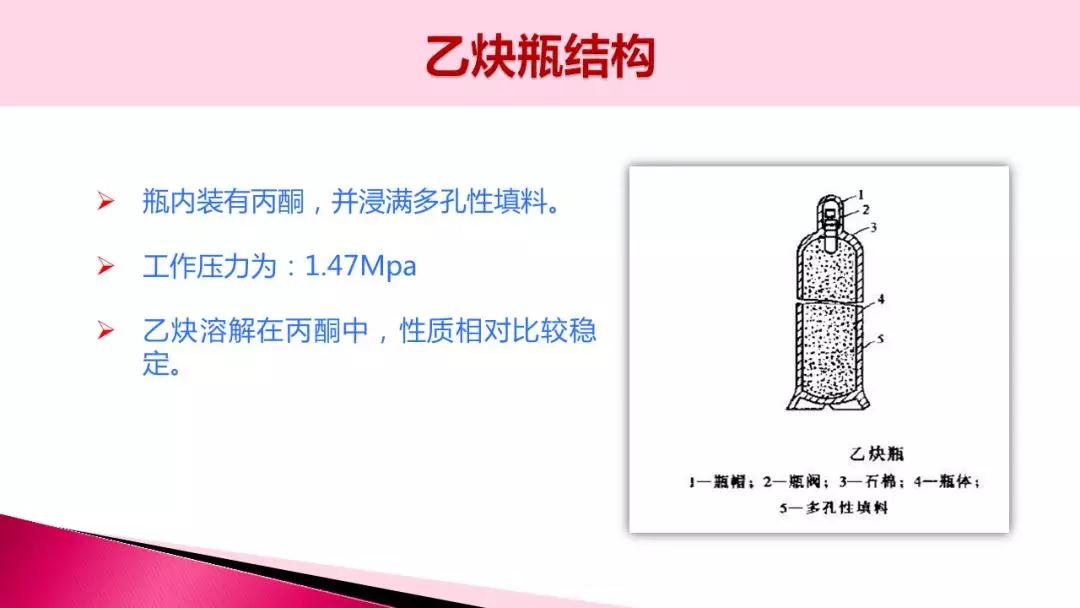
Ω¸ƒÍÅÌ£¨‘⁄…˙Æa◊˜òI∫ÕΩ®÷˛≤≥˝°¢æS–Þπ§≥Ã÷–£¨∫∏∏Ó◊˜òI»’“ÊÓl∑±£¨“Úþ`“éÎä∫∏◊˜òI“˝∞lµƒªûƒ°¢±¨’®µ» ¬π ÓlÓl∞l…˙°£
¬π ∞∏¿˝1
∫∏π§…√◊‘Ω”Õ®∫∏ôCÎä‘¥£¨‘‚”ˆÎäìÙ
¬π ÷˜“™Ωõþ^°™°™
ƒ≥π§èS“ªŒª∫∏π§‘⁄ “Õ‚≈Rïr ©π§¸cþM––∫∏Ω”≤Ÿ◊˜£¨≤Ÿ◊˜ïr∞l¨F∫∏ôCΩ”æÄïr“ÚüoÎä‘¥Èl∫–£¨”⁄ «◊‘––å¢Îä¿|…œ√øπ…åßæÄÓ^≤øµƒƒz∆§»•Î䣨∑÷ÑeΩ”‘⁄¡À¬∂ÃϵƒÎäæWæÄ…œ°£µ´ «”…”⁄Âe∞—¡„æÄΩ”‘⁄¡ÀªæÄ…œ£¨ÆîÀ˚’{πù∫∏Ω”Î䡘£¨”√ ÷”|º∞Õ‚ö§ïræÕ‘‚”ˆ¡ÀÎäìÙ£¨åß÷¬À¿Õˆ°£

åß÷¬ ¬π ∞l…˙µƒ÷˜“™‘≠“Ú°™°™
∫∏π§≤ª Ïœ§œýÍPµƒÎäö‚∞≤»´÷™◊R£¨Âe墡„æÄΩ”µΩªæÄ…œ£¨åß÷¬∫∏ôCÕ‚ö§éßÎ䣨åß÷¬”|Îä…ÌÕˆ°£
‘ì‘ı√¥ÓA∑¿ ¬π ∞l…˙ƒÿ£ø
Ω”æÄπ§◊˜±ÿÌö“™”…Îäπ§þM––£¨∫∏π§≤ªµ√…√◊‘þM––°£
¬π ∞∏¿˝2
∏¸ìQ∫∏ólïr”√ ÷”|≈ˆ∫∏„Qø⁄£¨‘‚”ˆÎäìÙ
¬π ∞l…˙µƒ÷˜“™Ωõþ^°™°™
ƒ≥¥¨èSµƒ“ªŒªƒÍðp≈ÆÎä∫∏π§‘⁄¥¨≈ìÉ»þM––∫∏Ω”◊˜òI£¨“ÚûÈ≈ìÉ»úÿ∂»∏þ£¨‘Ÿº”…œÕ®ÔL≤ª¡º£¨…Ì…œ¥Û¡ø≥ˆ∫𣨔⁄ «æÕå¢π§◊˜∑˛∫Õ◊˜òI ÷Ã◊ùÒÕ∏°£‘⁄∏¸ìQ∫∏ólïr”|º∞µΩ¡À∫∏„Qø⁄£¨‘‚”ˆÎäìÙ°£ÑÇ‘‚”ˆÎäìÙïr£¨“ÚûÈØdîÅ∫Û—ˆµ¯µπ£¨µ´ «∫∏„Q≤ª…˜¬‰‘⁄Ói≤ø£¨◊Ó∫Ûìåæ»üo–ßÀ¿Õˆ°£

‘Ï≥…þ@àˆëK¡“ ¬π µƒ÷˜“™‘≠“Ú°™°™
£®1£©∫∏ôCµƒø’ðdÎäâ∫ð^∏þ£¨≥¨þ^¡À∞≤»´Îäâ∫
£®2£©¥¨≈ìÉ»úÿ∂»∏þ£¨∫∏π§¥Û¡ø≥ˆ∫𣨻ÀÛwÎä◊ËΩµµÕ£¨”|Î䌣ÎU–‘‘ˆ¥Û
£®3£©”|Îä∫ÛŒ¥ƒÐº∞ïr∞l¨F£¨º∞ïr«Û‘Æ£¨Î䡘ծþ^»ÀÛwµƒ≥÷¿mïrÈgð^ÈL£¨–ƒ∑Œµ»÷ÿ“™∆˜πŸ Ðìpá¿÷ÿ£¨ìåæ»üo–ß°£
»Á∫ŒÓA∑¿ÓêÀ∆ ¬π µƒ∞l…˙ƒÿ£ø
£®1£©≈ìÉ»◊˜òIïr“™‘O÷√Õ®ÔL—b÷√£¨ πø’ö‚嶡˜£¨±Ð√‚É»≤øúÿ∂»þ^∏þ
£®2£©≈ìÉ»◊˜òIïr“ª∂®“™”–±O◊o»À£¨ÎSïr◊¢“‚∫∏π§π§◊˜ÝÓëB£¨”ˆµΩŒ£ÎU◊C’’£¨¡¢º¥¿≠Èlæ»»À
¬π ∞∏¿˝3
Ω”æÄ∞Âü˝ìp£¨∫∏ôCÕ‚ö§éßÎä‘Ï≥…ÎäìÙ ¬π
¬π ∞l…˙µƒ÷˜“™Ωõþ^°™°™
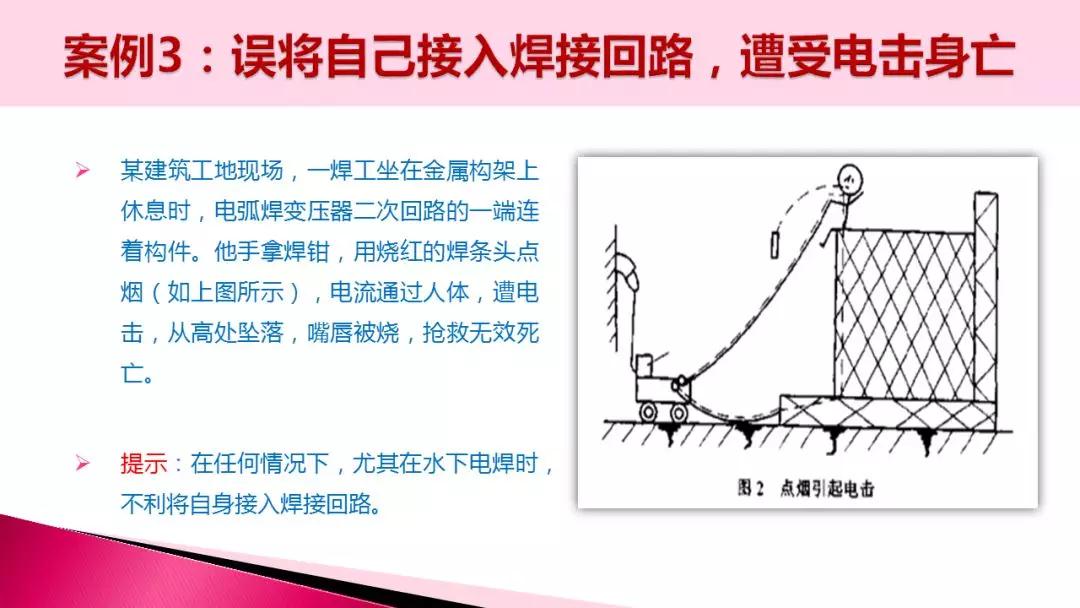
ƒ≥π§èSµƒ∫∏𧣨º◊““É…»À‘⁄þM––ËFö§¸c∫∏◊˜òI£¨∞l¨F∫∏ôC“ª∂Œ“˝æÄ»¶“—Ωõîý¡À£¨”⁄ «º◊∫∏π§æÕ’“¡À“ª∂ŒÐõæÄΩ–““∫∏π§∏¸ìQ°£““‘⁄∏¸ìQæÄïr£¨∞l¨F“ª¥ŒæÄΩ”∞¬ðÀ®À…Ñ”£¨”⁄ «æÕ”√∞‚ ÷îQæo£¨¥Àïrº◊≤¢≤ª‘⁄àˆ£¨»ª∫Û““‘á∫∏¡Àé◊œ¬∫ÛæÕÎxÈ_¡À◊˜òI¨Fàˆ£¨º◊∑µªÿ∫Û“≤≤ª¡ÀΩ‚«ÈõræÕÈ_ º¸c∫∏£¨÷ª∫∏¡À“ªœ¬æÕ¥ÛΩ–“ª¬ïµπ‘⁄µÿ…œ°£π§»À±˚¡¢º¥¿≠ÈlîýÎ䣨µ´◊Ó∫Û“≤“ÚûÈìåæ»≤ªº∞ïr∂¯À¿Õˆ°£

£®1£©“ÚΩ”æÄ∞Âü˝ìp£¨æÄ»¶≈c∫∏ôCÕ‚ö§œÎ≈ˆ“˝∆∂ì∑
£®2£©∫∏ôCÕ‚ö§Œ¥Ω”µÿ
‘ì»Á∫ŒÓA∑¿ ¬π ∞l…˙£ø
£®1£©ë™”…Îäπ§þM––‘OljæS–Þ
£®2£©∫∏Ω”‘Olj뙱£◊oΩ”µÿ
¬π ∞∏¿˝4
∫∏π§‘⁄»ð∆˜É»◊˜òIïr£¨ΩË”√—ıö‚÷√ìQ∂¯“˝∞lªûƒ
¬π ÷˜“™Ωõþ^°™°™
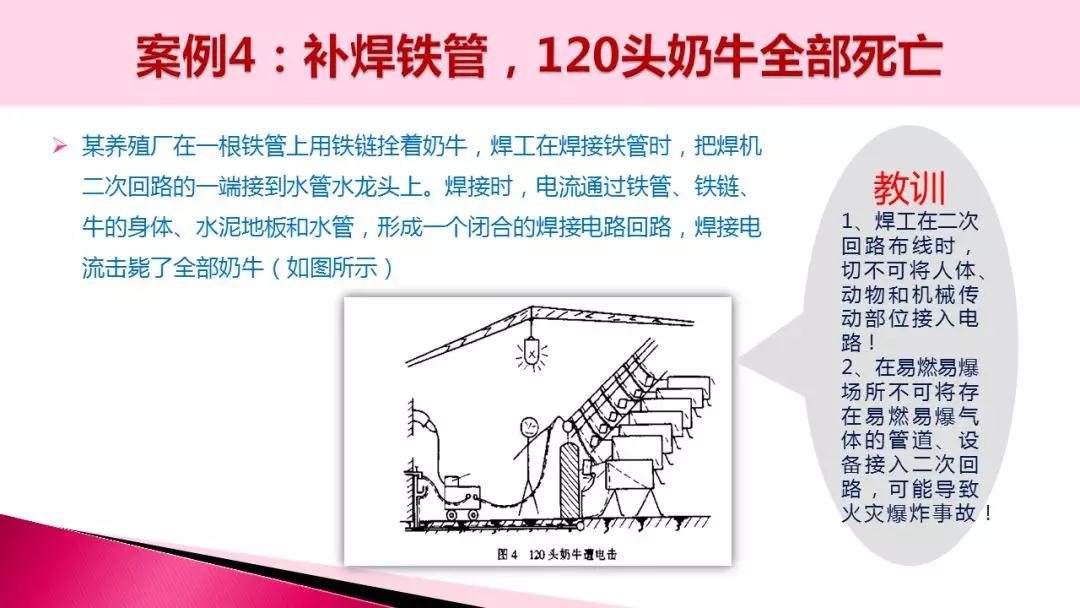
ƒ≥º“ÞrÀéèSµƒôC–Þ∫∏π§‘⁄÷±èΩ“ª√◊°¢∏þÉ…√◊µƒ∑±÷≥ÂÅÉ»þM––∫∏Ω”ìı∞Â◊˜òI£¨¥À‘Oljɻ≤øŒ¥—b≈≈üü‘Olj£¨”⁄ «∫∏π§æÕ «”√—ıö‚ÅÌ¥µ…¢ÂÅÉ»µƒüüö‚°£µ´ «£¨Æî∫∏π§‘Ÿ¥ŒþM»ÎÂÅÉ»þM––∫∏Ω”◊˜òIïr£¨÷ª¬Ý°∞ÞZ°±µƒ“ª¬ï£¨∞l…˙¡Àªûƒ£¨∫∏π§ü˝Ç˚√Ê∑e≥¨þ^80%£¨»˝∂»ü˝Ç˚’º60%£¨ìåæ»7ÃÏ∫ÛÀ¿Õˆ°£

¬π ∞l…˙µƒ÷˜“™‘≠“Ú°™°™
£®1£©”√—ıö‚◊ˆÕ®ÔL‘¥“— «á¿÷ÿþ`’¬
£®2£©þM»Î»ð∆˜É»∫∏Ω”Œ¥‘OÕ®ÔL—b÷√
»Á∫ŒÓA∑¿ ¬π ∞l…˙ƒÿ£ø
£®1£©þM»Î»ð∆˜É»þM––∫∏Ω”◊˜òIïr뙑ì‘O”–Õ®ÔL—b÷√
£®2£©Õ®ÔLö‚‘¥ë™‘ì «â∫øsø’ö‚
¬π ∞∏¿˝5
—ıö‚∆øµƒúpâ∫∆˜÷¯ªü˝öß
¬π ∞l…˙µƒ÷˜“™Ωõþ^°™°™
ƒ≥ÇÄΩ®÷˛π§Íݵƒö‚∫∏π§‘⁄þM––∫∏Ω”◊˜òI£¨ π”√¬©ö‚µƒ∫∏æÊ£¨∫∏𧵃 ÷–ƒ±ª’{πùðÜÃé√∞≥ˆµƒªæÊ√Áü˝Ç˚∆≈ð£¨Õø…œ‚µ”Õ∫Û¿^¿mþM––◊˜òI£¨ ©∫∏þ^≥Ã÷–”÷“ª¥Œ∞l…˙ªÿª£¨—ıö‚ƒzπб¨’®£¨úpâ∫∆˜÷¯ª≤¢ü˝öߣ¨ÍPÈ]—ıö‚∆øÈyÈTïr£¨—ıö‚∆ø…œ∞ÎΩÿ“—∑«≥£ÝC ÷£¨∑«≥£Œ£ÎU°£

¬π ∞l…˙µƒ÷˜“™‘≠“Ú°™°™
¬©ö‚µƒ∫∏æÊ «∑«≥£»ð“◊∞l…˙ªÿªµƒ£ª¡ÌÕ‚£¨‘⁄’{πù—ıö‚â∫¡¶ïr£¨È_Ü¢—ıö‚∆øÈy∫Õúpâ∫∆˜£ª‘Ÿº”…œjúpâ∫∆˜…œ’≥…œ¡À”Õ÷¨£¨∞l…˙ªÿª£¨‘⁄â∫øsºÉ—ıèä¡“—ıªØ◊˜”√œ¬“˝∆Ñ°¡“»ºü˝°£
¬π ÓA∑¿¥Î ©°™°™
£®1£©ö‚∫∏«∞뙑ìôz≤È∫∏æÊ «∑Ò¡º∫√£¨∞l¨F¬©ö‚á¿Ω˚ π”√£¨¥˝–Þ‘Ÿ¿^¿m ©∫∏£ª
£®2£©≤ªƒÐ”√éß”–”Õ÷¨µƒ ÷Ã◊»•È_Ü¢—ıö‚∆øÈy∫Õúpâ∫∆˜°£
¬π ∞∏¿˝6
Ñ”ªàˆµÿ≤ª∑˚∫œ“™«Û£¨“˝»º¥Ûª
¬π ∞l…˙µƒ÷˜“™Ωõþ^°™°™
ƒ≥¥¨èSµƒ∫∏π§Óôƒ≥œÚÒv¥¨œ˚∑¿ÜT…Í’àÑ”ª£¨µ´ «£¨œ˚∑¿ÜTþÄŒ¥µΩ¨FàˆæÕ≈˙ú Ñ”ª°£Óôƒ≥ö‚∏Ó±©Ωz∫Û£¨¥¨µ◊µƒ”ÕŒ€”ˆµΩªª®ÔwûR£¨“˝»º–ЖХ۪£¨‘⁄àˆ»ÀÜT”√ÀÆ∫ÕúÁªÑ©ì‰æ»≤ª≥…£¨‘Ï≥…5»ÀÀ¿Õˆ°¢1»À÷ÿÇ˚°¢3»ÀðpÇ˚°£

¬π ∞l…˙µƒ÷˜“™‘≠“Ú°™°™
£®1£©œ˚∑¿ÜT ߬ö£¨√§ƒøåè≈˙£¨þÄõ]µΩ¨FàˆæÕ≈˙ú Ñ”ª°£
£®2£©Ñ”ª≤øŒªœ¬∑Ω”–”ÕŒ€£ª
£®3£©¨Fàˆ»ÀÜTúÁª÷™◊R»±∑¶°£
‘ì»Á∫ŒÓA∑¿ ¬π ∞l…˙£ø
£®1£©œ˚∑¿ÜTΩ”…Í’àÑ”ªàÛ∏Ê∫Û£¨“™…ӻΨFàˆ≤Ïø¥£¨¥_’J∞≤»´∫Û≤≈ƒÐ∞lÑ”ª◊C£ª
£®2£©“™«Â≥˛Ñ”ª≤øŒªœ¬∑Ωµƒ”ÕŒ€£ª
£®3£©“™º”èäÜT𧵃∞≤»´÷™◊RåW¡ï°£
¬π ∞∏¿˝7
üo◊Cþ`’¬≤Ÿ◊˜£¨·Ñ≥…Ãÿ¥Ûªûƒ ¬π
¬π ∞l…˙µƒ÷˜“™Ωõþ^°™°™
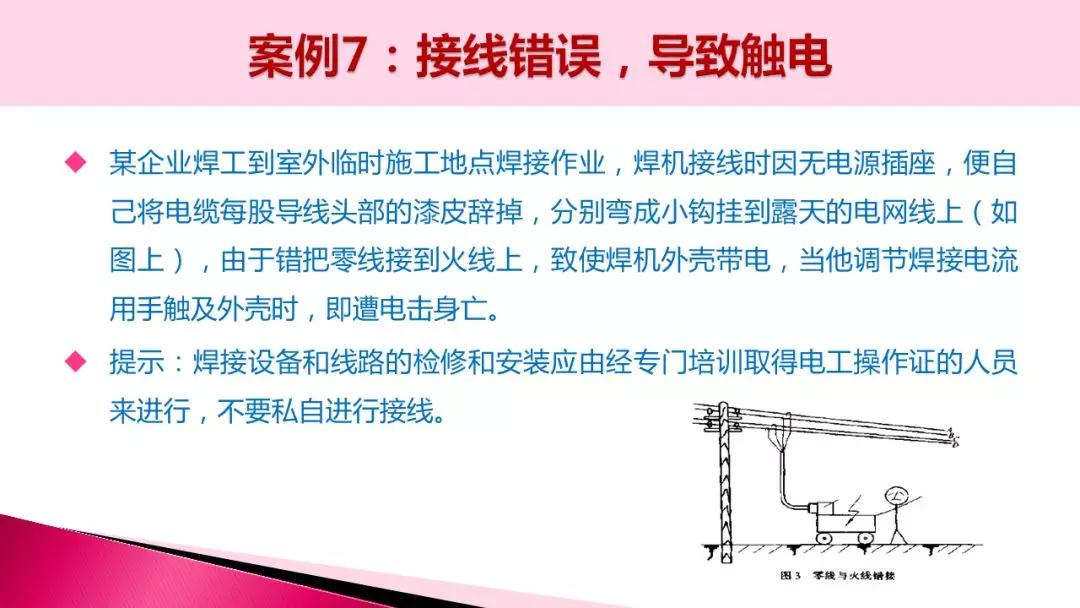
ƒ≥ƒÍ •’Q“𣨬ÂÍñ –¿œ≥«Ö^µƒ“ªóù…ÃòI¥ÛèB∞l…˙Ãÿ¥Ûªûƒ°£≈_…Ö¬Ω¸◊‚”√‘ì…ÃèBµƒ“ªå”∫Õÿ쓪å”È_‘O∑÷µÍ£¨”ãÑù”⁄26»’‘áÝIòI£¨∂¯Æîïr£¨…ÃèBÌîå”4å”È_‘Oµƒ“ªº“∏ËŒËèd’˝‘⁄≈eÞk •’QŒËï˛°£æÕ‘⁄ögò∑ö‚∑’’˝ù‚÷Æïr£¨ò«œ¬é◊¥ÿ–°–°µƒÎä∫∏ªª®å¢’˝—b–Þµƒµÿœ¬ “ü˝∆£¨ªÑð∫Õù‚üüÌò÷¯ò«Ãð÷±Ω”¬˚—”µΩÌîå”∏ËŒËèd£¨·Ñ≥…¡À“ªàˆÃÿ¥ÛûƒÎy£¨äZ◊þ¡À309»Àµƒ…˙√¸°£
¬π ∞l…˙µƒ÷˜“™‘≠“Ú°™°™
£®1£©÷¯ªµƒ÷±Ω”‘≠“Ú «é◊√˚∫∏π§õ]”– Ðþ^å£òIµƒ∞≤»´ºº–g≈ý”ñ£¨‘⁄õ]”–Ãÿ∑N◊˜òI◊Cµƒ«Èõrœ¬þM––◊˜òI£ª
£®2£©õ]”–≤…»°»Œ∫Œ∑¿∑∂¥Î ©£¨“∞–U ©π§÷¬ πªºtµƒ∫∏‘¸ûR¬‰£¨“˝»º¡Àµÿœ¬∂˛å”º“æþ…Ãàˆ÷–µƒƒæ÷∆º“æþ∫Õ…≥∞lµ»“◊»ºŒÔ∆∑£ª
£®3£©ª≈Åy«Èõr÷–”√ÀÆ˝àœÚœ¬ù≤ÀÆþM––◊‘æ» «≤ª≥…µƒ£¨é◊ÇÄ»Àª≈Åy÷Æ÷–õ]”–àÛæØæÕÎxÈ_¡À¨Fàˆ£¨ŸO’`úÁª∫Õ Ë…¢»ÀÜTµƒ◊Óº—ïrôC£¨◊Ó∫Ûåß÷¬ëK¡“ ¬π µƒ∞l…˙°£
£®1£©∫∏π§±ÿÌö≥÷◊C…œç裨‘⁄∫∏Ω”þ^≥Ã÷–“™◊¢“‚∑¿ª£ª
£®2£©∫∏Ω”àˆÀ˘ë™Æî≤…»°Õ◊…∆µƒ∑¿◊o¥Î ©£ª
£®3£©“™∞≤≈≈壻À±O“ïª∑N£ª
£®4£©“◊»º∆∑“™þhÎxπ§◊˜àˆµÿ10√◊÷ÆÕ‚£ª
£®5£©Ç‰”–“ª∂®îµ¡øµƒúÁª∆˜≤ƒ£¨±»»Á…∞œ‰°¢≈ðƒ≠úÁªôCµ»£ª
£®6£© ¬π ∞l…˙∫Ûë™Æî¡¢º¥àÛæØ£¨Ýé»°ïrÈg∞—ªûƒìp ßúpµΩ◊Ó–°£ª
£®7£©“™º”èäπÕÜTµƒ¬öòIµ¿µ¬ΩÔ˝°£
¬π ∞∏¿˝8
áä∆·∑øÉ»Îä∫∏◊˜òI∆ª
¬π ∞l…˙÷˜“™Ωõþ^°™°™
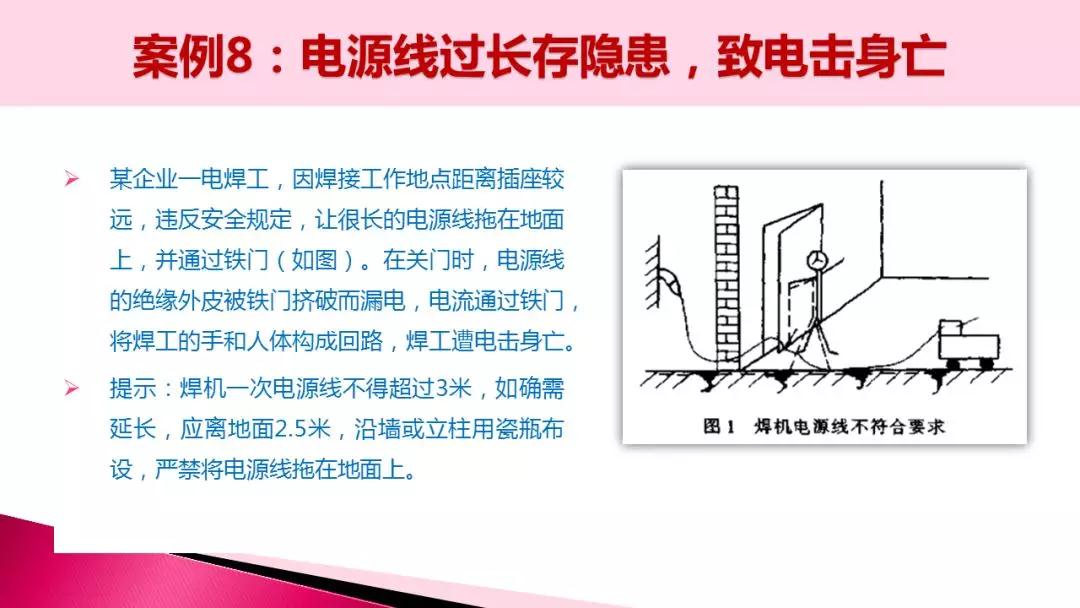
Îä∫∏π§º◊‘⁄áä∆·∑øÉ»∫∏Ω”“ªπ§º˛ïr£¨Îä∫∏ªª®ÔwûRµΩ∏ΩΩ¸∑e”–ð^∫Òµƒ”Õ∆·ƒ§µƒƒæ∞Â∂¯∆ª°£‘⁄àˆπ§»À“äÝÓ∂ºÛ@ª≈≤ª“—£¨”–”√íþ÷„≈ƒ¥Úµƒ£¨”–”√â∫øsø’ö‚ôC¥µªµƒ£¨◊ÓΩKåß÷¬ªÑðîU¥Û°£∫ÛΩõœ˚∑¿ÍÝ∞Ζ°ïrìå滣¨ΩK”⁄墪œ®úÁ£¨Îm»ªŒ¥”–»À ÐÇ˚£¨µ´ «‘Ï≥…¡ÀÿîŒÔµƒá¿÷ÿìp ß°£

¬π ∞l…˙µƒ÷˜“™‘≠“Ú°™°™
£®1£©‘⁄Ω˚ªÖ^∫∏Ω”«∞Œ¥Ωõþ^Ñ”ª≈˙ú £¨…√◊‘þM––Ñ”ª◊˜òI£¨þ`∑¥¡À≤Ÿ◊˜“é≥Ã
£®2£©Œ¥Ωõ«Â≥˝∑øÉ»µƒ”Õ∆·ƒ§∫Õ≤…»°»Œ∫Œ∑¿ª¥Î ©£¨æÕþM––Ñ”ª◊˜òI
£®3£©úÁª∑Ω∑®≤ªÆÂe’` π”√â∫øsø’ö‚¥µª£¨≤ªµ´õ]”–úÁª£¨∑¥∂¯÷˙ÈL¡ÀªÑ𣨑Ï≥…¡À ¬π îU¥Ûµƒê∫π˚°£
¬π ÓA∑¿¥Î ©°™°™
£®1£©≤ªú ‘⁄áä∆·∑øÉ»þM––√˜ª◊˜òI°£»Á±ÿÌö ©∫∏£¨ë™àÖ–Ñ”ªåè≈˙÷∆∂»£ª
£®2£©«Â≥˛“ª«–ø…»ºŒÔ£ª
£®3£©”Õ∆·∑øÉ»ë™Ç‰”–…≥◊”°¢≈ðƒ≠ªÚ∂˛—ıªØúúÁª∆˜≤ƒ°£
¬π ∞∏¿˝9
√ì∏ΩπÞ◊˜∫∏ôCΩ”µÿòO‘Ï≥… ¬π
¬π Ωõþ^°™°™
ƒ≥π§èSµƒ∫∏π§þx”√–¬∞≤—bµƒ√ì∏ΩπÞ◊˜Ω”µÿòO£®πÞÉ»”–É…ÓD∂ýªÓ–‘Ãø£©£¨Îä∫∏ïr”…”⁄åßæÄþBΩ”Ã鵃æ÷≤øº”ü·£¨“˝»º¡ÀπÞÉ»µƒªÓ–‘Ãø£¨ΩYπ˚å¢É…ÓD∂ýµƒªÓ–‘Ãø»´≤øü˝π‚°£
¬π ∞l…˙µƒ÷˜“™‘≠“Ú°™°™
”…”⁄∫∏Ω”Î䡘Æa…˙µƒÎä◊Ëü·∫Õ“˝ª°ïrÆa…˙µƒÎ䪪®æ÷≤øº”ü·ªÓ–‘Ãø“˝∆÷¯ª°£
뙑ì»Á∫Œ’˝¥_ÓA∑¿ƒÿ£ø
á¿Ω˚¿˚”√Ω埌ԥÓΩ”∆ÅÌ◊˜ûÈ∫∏Ω”ªÿ¬∑µƒåßÛw°£
¬π ∞∏¿˝10
Âe”√—ıö‚¥˙ÃÊâ∫øsø’ö‚£¨“˝∆±¨’®
¬π ∞l…˙µƒ÷˜“™Ωõþ^°™°™
‘⁄ƒ≥ÇÄŒÂΩ…ÃµÍ÷–£¨“ªŒª∫∏π§’˝‘⁄¥ÛÃ√É»æS–Þâ∫øsôC∫Õ¿‰ƒ˝∆˜£¨‘⁄þM––◊Ó∫Ûµƒö‚â∫‘áÚûïr£¨“Úüo∑®â∫øsø’ö‚£¨∫∏π§”√—ıö‚ÅÌ¥˙ÃÊ£¨Æî‘áâ∫÷¡0.98MPaïr£¨â∫øsôC≥ˆ¨F¬©ö‚£¨‘ì∫∏π§¡¢º¥þM––—a∫∏£¨‘⁄“˝ª°µƒ“ªÀ≤Èg£¨â∫øsôC¡¢º¥±¨’®£¨µÍÃ√’®öߣ¨∫∏π§Æîàˆ’®À¿£¨‘Ï≥…∂ý»À ÐÇ˚°£
¬π ∞l…˙µƒ÷˜“™‘≠“Ú°™°™
£®1£©µÍÃ√É»≤ªø…◊˜ûÈ∫∏Ω”àˆÀ˘°£
£®2£©∫∏—a«∞뙑ì¥ÚÈ_“ª«–ø◊…w£¨±ÿÌö‘⁄õ]”–â∫¡¶µƒ«Èõrœ¬þM––—a∫∏°£
£®3£©—ıö‚ «÷˙»ºŒÔŸ|£¨≤ªƒÐÃÊ¥˙â∫øsø’ö‚°£
÷˜“™ÓA∑¿¥Î ©°™°™
£®1£©µÍÃ√É»≤ªø…◊˜ûÈ∫∏Ω”àˆÀ˘£¨»Áº±–Ë∫∏Ω”“≤ë™≤…»°«–åçø…––µƒ∑¿◊o¥Î ©£¨º¥‘⁄Ñ”ª¸c10√◊É»üo»Œ∫Œ“◊»ºŒÔ∆∑°¢Ç‰”–œý뙵ƒúÁª∆˜≤ƒµ»°£
£®2£©—a∫∏ïrë™–∂â∫°£
£®3£©á¿Ω˚”√—ıö‚ÃÊ¥˙â∫øsø’ö‚◊˜‘áâ∫ö‚°£
¬π ∞∏¿˝ 11
∫∏—a—bÀ·πÞ±¨’®
¬π ∞l…˙÷˜“™Ωõþ^°™°™
ƒ≥ÜŒŒª“ª—bþ\¡ÚÀ·µƒπÞÛwµ◊≤ø¬©À·£¨—a∫∏ïr£¨å¢πÞµ◊≥Ø…œ£¨»Àø◊≥Øœ¬∑≈‘⁄µÿ√Ê…œ£¨Æî∫∏π§∆ª°ïr£¨À·πÞº¥∞l…˙±¨’®£¨Æîàˆü˝Ç˚∫∏𧣨≤¢’®À¿‘⁄àˆπ§»À“ª√˚°£
¬π ∞l…˙µƒ÷˜“™‘≠“Ú°™°™
Ωõþ^»°ò”∑÷Œˆ∞l¨F£¨πÞÛw≤ƒ¡œ≤ª «ƒÕÀ·‰ì£¨‘⁄œ°¡ÚÀ·µƒ◊˜”√œ¬£¨πÞÛw≤ƒ¡œ÷–µƒËF≈cÀ·ø…∞l…˙ªØåW∑¥ë™°£“≤æÕ «’f£¨‘⁄À·πÞÉ»ï˛≥‰ùMö‰ö‚≈cø’ö‚µƒªÏ∫œö‚Ûw£¨ö‰‘⁄ø’ö‚÷–µƒ∫¨¡ø≥¨þ^±¨’®òOœÞ∑∂á˙£¨“Ú¥Àø…≈–îý «Îä∫∏ªª®“˝»ºπÞÉ»ªÏ∫œö‚Ûw∞l…˙±¨’®°£
÷˜“™ÓA∑¿¥Î ©”–ƒƒ–©£ø
£®1£©∫∏—aÀ·°¢âAπÞ«∞£¨±ÿÌöœ»¡ÀΩ‚πÞÉ»«Èõr£¨»ª∫Û”√ÀÆ«Âœ¥£¨¥˝∆‰÷–µƒ“∫ÛwªÚö‚Ûw≈≈∑≈∏…ÉÙ£¨≤¢ π∫∏º˛≤ª≥ √ÐÈ]ÝÓëBïr£¨≤≈ƒÐ ©∫∏°£
£®2£© ¢œ°¡ÚÀ·µƒπÞ≤€ë™”√ƒÕÀ·‰ì∞ªړr„U‰ì∞Â÷∆≥…°£
¬π ∞∏¿˝ 12
∫∏—a≤Ò”ÕπÒ±¨’®
¬π ∞l…˙µƒ÷˜“™Ωõþ^°™°™
ƒ≥Õœ¿≠ôCèS“ªðv∆˚Ðá—b‘⁄µƒ≤Ò”ÕπÒ£¨≥ˆ”ÕπБ⁄Ω”Ω¸”ÕÈyµƒ≤øŒªìp⃖˓™∫∏—a£¨≤Ÿ◊˜»ÀÜTå¢πÒÉ»≤Ò”Õ∑≈ÕÍ÷Æ∫ÛŒ¥º”«Âœ¥£¨÷ª¥ÚÈ_»Îø◊…wæÕþM––∫∏—a£¨±¨’® ¬π À≤Èg∞l…˙£¨Æîàˆ’®À¿3»À°£

¬π ∞l…˙µƒ÷˜“™‘≠“Ú°™°™
£®1£©”ÕπÒ÷–µƒ≤Ò”Õ∑≈ÕÍ∫Û£¨πÒ±⁄É»±Ì√Ê»‘”–”Õƒ§¥Ê¡Ù£¨≤¢‘⁄πÒÉ»∞lì]”Õö‚£¨þ@æÕ»ð“◊≈cþM»Îµƒø’ö‚–Œ≥…±¨’®–‘ªÏ∫œö‚Ûw£¨±ª∫∏Ω”∏þúÿ“˝±¨°£
£®2£©∫∏π§√§ƒø∫∏—a£¨ «·Ñ≥… ¬π µƒ÷˜“™‘≠“Ú÷Æ“ª°£
÷˜“™ÓA∑¿¥Î ©°™°™
£®1£©≤Ò”ÕπÒ∫∏Ω”«∞±ÿÌöþM––÷√ìQÃé¿Ì£¨≤¢þ_µΩ«Âœ¥∫œ∏ÒòÀú ∫Û£¨≤≈ƒÐåç ©∫∏—a°£
£®2£©∫∏—aïrë™å¢”ÕπÒÀ˘”–…w°¢ÈyÈT¥ÚÈ_£¨≤¢Õ®â∫øsø’ö‚°£
¬π ∞∏¿˝ 13
∫∏—aùB¬©µƒæ∆æ´Õ∞±¨’®
¬π ∞l…˙µƒ÷˜“™Ωõþ^°™°™
ƒ≥÷∆ÀéèSÐáÈg墓ªÇÄùB¬©µƒæ∆æ´Õ∞ÀÕµΩôC–ÞΩMþM––∫∏—a£¨∫∏π§ ©∫∏≤ªæ√æÕ∞l…˙¡Àæ∆æ´Õ∞±¨’®£¨Ôw∆µƒÕ∞…w÷±Ω”ìÙ¡—¡À∫∏𧵃Ó^≤ø£¨‘Ï≥…ÆîàˆÀ¿Õˆ°£
‘Ï≥… ¬π µƒ÷˜“™‘≠“Ú°™°™
æ∆æ´Õ∞ ©∫∏«∞Œ¥Ωõ»Œ∫Œ«Âœ¥£¨Õ∞É»þÄöà¡Ùæøæπ£¨∂¯æ∆æ´òO“◊ì]∞l£¨‘⁄√ÐÈ]»ð∆˜É»≈cø’ö‚–Œ≥…±¨’®–‘ªÏ∫œö‚Ûw£¨ö‚∫∏ïræÕï˛“˝»º±¨’®°£

÷˜“™ÓA∑¿¥Î ©°™°™
£®1£© ¢—bæ∆æ´µƒ»ð∆˜£¨ ©∫∏«∞±ÿÌö”√«ÂÀÆ«Âœ¥∏…ÉÙ£¨≤¢≥®È_Õ∞…wþM––∫∏Ω”°£
£®2£©∫∏π§‘⁄∫∏Ω”«∞±ÿÌö≈™«Â»ð∆˜‘¯—bþ^∫Œ∑N“◊»º“◊±¨ŒÔ∆∑º∞ÕÍ≥…«Âœ¥£¨á¿Ω˚√§ƒøÑ”ª∫∏—a°£
¬π ∞∏¿˝ 14
∫∏π§“˝ª°“˝∆Ù∫≈챨’®
¬π ∞l…˙µƒ÷˜“™Ωõþ^°™°™
ƒ≥¥¨èSµƒÉ…√˚”Õπ§‘⁄“ªÇÄ√ÐÈ]µƒÙ∫≈ìÉ»áäÕø◊Ó∫Û“ª±È”Õ∆·£¨µΩ÷–ŒÁáä∆·π§◊˜ÕÍÆÖ£¨‘⁄≥ˆÙ∫≈ìïr£¨ÎS ÷墻Àø◊…w∞ÎÈ_∞ÎÍP∂¯Îx»•£¨≈ì…w÷Ðá˙“≤üo∑®Ã· 挣ÎUµƒòÀ÷æ°£
œ¬ŒÁ»˝ïr◊Û”“£¨“ª√˚Ù∏—b„Tπ§…œ¥¨∞≤—b–°ôC◊˘£¨π§◊˜Œª÷√Ω”Ω¸‘ìÙ∫≈죨‘⁄ö‚∏Ó¸cªïr£¨„Tπ§∞l¨Fõ]éßÎä◊”¥Úªò壨æÕ’à∫∏π§éÕ√¶¸c“ªœ¬ª£¨∫∏π§Ìò ÷ƒ√∆∫∏„Q‘⁄Ù∫≈ì…w“˝ª°£¨Ω”÷¯“ª¬ïæÞÌ루Ù∫≈챨’®£¨Æîàˆ8»ÀÀ¿Õˆ°¢6»À ÐÇ˚°£

¬π ∞l…˙µƒ÷˜“™‘≠“Ú°™°™
£®1£©”Õ∆·÷–±Ωµƒø…»ºö‚Ûw≈cø’ö‚ªÏ∫œþ_µΩ¡À±¨’®òOœÞ£¨º”÷ÆÃÏö‚—◊ü·£¨∏¸º”Ñ°¡À±Ωµƒø…»ºö‚Ûwù‚∂»£¨“Ú¥À”ˆª¡¢º¥±¨’®°£
£®2£©Ù∫≈ìáä∆·∫Û£¨Œ¥‘OæØ æòÀ÷æ∫Õ±O◊o»À°£
£®3£©áä∆·∫ÛÙ∫≈ìÉ»Œ¥≤…»°Õ®ÔL¥Î ©°£
÷˜“™ÓA∑¿¥Î ©°™°™
£®1£©‘ìÙ∫≈ì÷Ðá˙뙑OæØ æ≈∆∫Õ±O◊o»À°£
£®2£©Ù∫≈ìÉ»ë™Õ®â∫øsø’ö‚£¨úp…Ÿø…»ºö‚Ûwù‚∂»°£
£®3£©∫∏π§“˝ª°ïr£¨“™◊¢“‚÷Ðá˙≠hæ≥£¨”»∆‰ «“◊»º“◊±¨ŒÔ∆∑°£
¬π ∞∏¿˝ 15
∫∏—aø’ö‚”ÕÕ∞±¨’®
¬π ∞l…˙µƒ÷˜“™Ωõþ^°™°™
ƒ≥π§èS∆˚ÐáÍÝ“ªÇÄ”–¡—øpµƒø’ö‚”ÕÕ∞–Ë∫∏—a£¨∫∏π§∞ý÷≥ˆŒ¥≤…»°¥Î ©÷±Ω”∫∏—a”–Œ£ÎU£¨µ´∆˚ÐáÍÝ’fþ@ÇÄø’Õ∞ «∏…µƒ£¨õ]”–Œ£ÎU°£ΩYπ˚£¨‘⁄Œ¥≤…»°»Œ∫Œ∞≤»´¥Î ©µƒ«Èõrœ¬£¨∫∏π§∞ýæÕÈ_ ºþM––∫∏—a°£Æîïr”–“ªŒª∫∏π§∂◊‘⁄µÿ…œü˝ö‚∫∏£¨¡Ì“ªŒªπ§»À”√ ÷∑ˆ÷¯∆˚”ÕÕ∞°£ÑÇÈ_ º∫∏Ω”ïr∆˚”ÕÕ∞æÕ∞l…˙¡À±¨’®£¨É…∂À∑‚Ó^Ôw≥ˆ£¨Õ∞Ûw±ª’®≥…“ªâKËF∞£¨’˝‘⁄≤Ÿ◊˜µƒö‚∫∏π§Æîàˆ±ª’®À¿°£
¬π ∞l…˙µƒ÷˜“™‘≠“Ú°™°™
Ðá”√∆˚”Õµƒ±¨’®òOœÞûÈ0.89%~5.16%£¨±¨’®œ¬œÞ∑«≥£µÕ°£“Ú¥À£¨±MπÐø’Õ∞ «∏…µƒ£¨µ´÷ª“™”ÕÕ∞É»±⁄µƒËF‰P±Ì√ÊŒ¢ø◊Œ¸∏Ω…Ÿ¡øöà”Õ£¨ªÚÕ∞É»æÌøp¿Ôµƒöà¡Ù…ı÷¡”ÕŒ€ì]∞lîU…¢µƒ∆˚”Õ’˚˝R£¨∫лð“◊þ_µΩ…ı÷¡≥¨þ^±¨’®œ¬œÞ£¨”ˆ∫∏Ω”ª—ʪÚÎ䪰æÕï˛∞l…˙±¨’®£¨º”…œƒÐ¥ÚÈ_µƒø◊∂¥…w◊”õ]”–µƒ¥ÚÈ_£¨±¨’®ïrÕ˛¡¶æÕï˛∏¸¥Û°£
÷˜“™ÓA∑¿¥Î ©°™°™
£®1£©á¿Ω˚∫∏—a«–∏ÓŒ¥Ωõ∞≤»´Ãé¿Ìµƒ»º¡œ»ð∆˜∫Õπе¿°£
£®2£©á¿Ω˚∫∏—a«–∏ÓŒ¥È_ø◊∂¥µƒ√Ð∑‚»ð∆˜°£
£®3£©»º¡œ»ð∆˜µƒ∫∏—a–Ë∞¥“é∂®≤…»°”–ÍP∞≤»´ΩMøó¥Î ©°£
¬π ∞∏¿˝ 16
ö‚∏Ó∆˚”ÕÕ∞∞l…˙±¨’®
¬π ∞l…˙µƒ÷˜“™Ωõþ^°™°™
ƒ≥µÿµƒƒ≥≤øÍÝ”√∆˚Ðá¿≠ÅÌ“ªÇÄ ¢þ^∆˚”Õµƒø’Õ∞£¨Œ¥Ωõ»Œ∫Œ ÷¿m£¨÷±Ω”’“µΩ¡Àö‚∫∏π§º◊“™«Û∞—ø’”ÕÕ∞èƒ÷–Èg∏ÙÈ_°£Æîïrº◊“™«Û«Â¿Ì∫Û≤≈ƒÐ«–∏Ó£¨É…√˚ë ø±„∞—”ÕÕ∞éß◊þ¡À°£“ª–°ïr∫Û£¨ë ø”÷∞—”ÕÕ∞éß¡ÀªÿÅÌ£¨≤¢å¶∫∏π§º◊’f°∞”√É…ΩÔâA∫Õü·ÀÆ«Âœ¥¡ÀÉ…±È£¨”÷”√«ÂÀÆœ¥¡ÀÉ…±È°±£¨”⁄ «∫∏π§º◊±„墔ÕÕ∞¥Û–°…w◊”¥ÚÈ_£¨ôM∑≈‘⁄µÿ…œ£¨’æ‘⁄Õ∞µ◊“ª∂À«–∏Ó£¨ÑÇ∏Ó¥©“ªÇÄ–°∂¥£¨”ÕÕ∞æÕ∞l…˙¡À±¨’®£¨∫∏π§º◊µƒÎpÕ»±ª’®≥…∑€ÀÈ–‘π«’€°£
¬π ∞l…˙÷˜“™‘≠“Ú°™°™
£®1£©«Âœ¥∆˚”ÕÕ∞≤ªâÚèÿµ◊£¨Õ∞É»»‘”–öà”ý∆˚”Õº∞∆‰’Ù∆˚£¨«–∏Óª—Ê“˝»ºÕ∞É»∆˚”Õ∂¯∞l…˙±¨’®£ª
£®2£©”ÕÕ∞Ωõ«Âœ¥∫ÛŒ¥þM––ö‚Ûw∑÷Œˆ£¨√§ƒø«–∏Ó°¢·Ñ≥… ¬π °£
÷˜“™ÓA∑¿¥Î ©°™°™
£®1£©∫∏Ω”°¢«–∏Ó ¢»º”Õµƒ»ð∆˜«∞±ÿÌöΩõá¿∏Òµƒ«Âœ¥°¢÷√ìQµ»∞≤»´Ãé¿Ì£¨«“±ÿÌöΩõö‚Ûw∑÷Œˆôzúy∫œ∏Ò∫Û≤≈ø…Ñ”Ðá∫∏—aªÚ«–∏Ó°£
£®2£©—a∫∏ªÚ«–∏Óø’”ÕÕ∞∂ºë™È_ø◊…w£¨å¢”ÕÕ∞ôM∑≈‘⁄µÿ…œ£¨≤Ÿ◊˜’þ뙡¢‘⁄Õ∞µƒÇ»√Ê£¨Ç»√Ê”ÕÕ∞…w≤Ÿ◊˜£¨“‘∑¿»f“ª∞l…˙±¨’®£¨”ÕÕ∞∂À…w’®È_£¨Ç˚»À°£
¬π ∞∏¿˝ 17
∏þø’∫∏Ω”◊˜òIâ㬉
¬π ∞l…˙µƒ÷˜“™Ωõþ^°™°™
ƒ≥ÜŒŒªª˘Ω®ø∆∏±ø∆ÈLº◊Œ¥œµ∞≤»´éߣ¨“≤Œ¥≤…»°∆‰À˚∞≤»´¥Î ©£¨±„≈ …œŒðºÐÃÊìQ∫∏𧓓£¨∫∏Ω”ÐáÈgŒðºÐΩ«‰ì≈c‰ìΩÓ÷ß쌰£π§◊˜1–°ïr∫Û£¨ðo÷˙π§±˚œ¬»•»°Ω«‰ì¡œ£¨”…”⁄õ]”–÷˙ ÷£¨º◊±„◊Û ÷∑ˆ≥÷¥˝∫∏µƒ‰ìΩÓ£¨”“ ÷ƒ√÷¯∫∏„Q£¨È]÷¯—€æ¶≤Ÿ◊˜°£Æîïr£¨∫∏π§º◊∞—“ª∂À¸cπÃ∂®…œ£¨»ª∫Û◊Û ÷∞—÷¯÷߸cπÓª∂Àµƒ‰ìΩÓÃΩ…ÌœÚ«∞»•∫∏Ω”¡Ì“ª∂À£¨º◊ÑÇ“ªÈ]—€£¨◊Û ÷∞—÷¯µƒ‰ìΩÓ“ÚûÈπøc≤ª¿Œ£¨÷ßìŒ≤ª◊°»Àµƒ÷ÿ¡ø£¨Õª»ª√ì∫∏£¨∫∏π§º◊þBÕ¨‰ìΩÓ“ª∆èƒ12√◊∂ýµƒŒðºÐ…œâ㬉£¨ÆîàˆÀ¿Õˆ°£

¬π ∞l…˙µƒ÷˜“™‘≠“Ú°™°™
£®1£©ª˘Ω®ø∆∏±ø∆ÈL≤¢≤ª «å£òI∫∏π§°£
£®2£© ¬π ∞l…˙ïr£¨◊˜òI¨Fàˆõ]”–±O◊o»À°£
£®3£©µ«∏þ◊˜òI’þŒ¥”√∞≤»´éߣ¨“≤üo∆‰À˚∞≤»´‘O ©°£
÷˜“™ÓA∑¿¥Î ©”–ƒƒ–©£ø
£®1£©∑«å£òI∫∏π§≤ªƒÐèƒ ¬∫∏∏Ó◊˜òI°£
£®2£©µ«∏þ◊˜òI±ÿÌö“™‘Oå£òIµƒ±O◊o»À°£
£®3£©µ«∏þ◊˜òI“ª∂®“™”√òÀú µƒ∑¿â㬉∞≤»´éߣ¨≤¢ºÐ‘O∞≤»´æWµ»∞≤»´‘O ©°£
¬π ∞∏¿˝ 18
ÃΩ‘¸≥ÿ…Ó∂»ïr±ª‰ìÀÆÝCÇ˚
¬π ∞l…˙µƒ÷˜“™Ωõþ^°™°™
ƒ≥èS∫∏Ω”ÐáÈg÷–£¨“ª√˚∫∏π§’æ‘⁄ƒ£âK“ªÇ»ÃΩúy‘¸≥ÿ…Ó∂»ïr£¨»Ð≥ÿ‰ìÀÆÕª»ª¡˜≥ˆ£¨å¢∆‰◊Û”“ƒ_±≥ÝCÇ˚£¨◊°‘∫÷ŒØü°£
åß÷¬ ¬π µƒ÷˜“™‘≠“Ú°™°™
£®1£©∫∏π§‘áÃΩ‘¸≥ÿ…Ó∂»ïr£¨ÒRª¢¥Û“‚£¨þ`’¬≤Ÿ◊˜ «‘Ï≥… ¬π µƒ÷˜“™‘≠“Ú°£
£®2£©¨Fàˆ’’√˜≤ª¡º «‘Ï≥… ¬π µƒ÷±Ω”‘≠“Ú°£
£®3£©ÐáÈg∫Õπ§∂ŒÓIåß∆Ωïr∞≤»´ΩÔ˝∫Õ∞≤»´ôz≤È≤ªâÚ“≤ «‘Ï≥… ¬π µƒ÷˜“™‘≠“Ú°£
ÓA∑¿¥Î ©÷˜“™”–°™°™
£®1£©º”èä嶬ö𧵃∞≤»´ΩÔ˝∫Õ≤Ÿ◊˜ºº–g≈ý”ñ£¨øº‘á∫œ∏Ò∫Û∑Ωø……œçè≤Ÿ◊˜°£
£®2£©º”èäÎ[ªºôz≤È∫Õ’˚∏ƒπ§◊˜£¨∏ƒ…∆¬öπ§◊˜òIólº˛°£
£®3£©¬‰åçº∞∞≤»´ÿü»Œ÷∆£¨÷∆÷πþ`’¬◊˜òI∫Õþ`’¬÷∏ì]°£
¬π ∞∏¿˝ 19
Îä◊Ë∫∏ïrôC–µÇ˚∫¶
¬π ∞l…˙µƒ÷˜“™Ωõþ^°™°™
ƒ≥èSπ§æþÐáÈgµƒ“ª√˚π§»À£¨éßÓIÕΩπ§ π”√å¶∫∏ôC∫∏Ω”µ∂æþ°£éü∏µ‘⁄Õ˘ÎäòOäA„Q…œ—bø®∫∏º˛°¢’“’˝Œª÷√ïr£¨ø⁄Ó^÷∏ì]ÕΩπ§÷ßâ|π§º˛Œ≤≤ø£¨Æîö‚Ñ”µƒäA„Q…œ±€â∫œ¬ïr£¨ÕΩπ§…–Œ¥≥È≥ˆ”“ ÷ ≥÷∏±ªîD”⁄π§º˛Œ≤≤ø∫Õâ|ËF÷ÆÈg£¨‘Ï≥… ≥÷∏ƒ©∂À∆∆¡—º∞È_∑≈–‘π«’€°£
åß÷¬ ¬π µƒ÷˜“™‘≠“Ú°™°™
£®1£©É…»ÀÖfÕ¨π§◊˜÷–≈‰∫œ ß’{£¨éü∏µ‘⁄ö‚Ñ”ÎäòOäA„Qœ¬â∫ïr£¨õ]”–÷–—ÕΩπ§◊¢“‚£¨“≤õ]”–µ√µΩÕΩπ§ë™÷Z£ª
£®2£©ÕΩπ§‘⁄÷ßâ|π§º˛ïr£¨ ÷≥÷â|ËFµƒ∑Ω Ω≤ª’˝¥_£¨≤ªë™”√ ÷÷∏…œœ¬Œ’≥÷â|ËF°£
÷˜“™ÓA∑¿¥Î ©°™°™
£®1£©É…»ÀÖf◊˜“™√Ы–≈‰∫œ£¨ ¬œ»ºs∂®ø⁄’Z¬ìœµ∑Ω Ω£¨µ√µΩ–≈Ãñ∫Û‘ŸÕ˘œ¬þM––°£
£®2£©ë™÷∆◊˜å£”√π§æþäA≥÷â|ËF£¨±Ð√‚ ÷÷∏ΩÈ»ÎäA„Q„Qø⁄°£
£®3£©∏ƒþM∫∏ôCäAæþµƒπ§Àá–‘ƒÐ£¨ π÷Æø…∆´ÞDΩ«∂»£¨≤¢ƒÐ◊ˆ…œœ¬º∞ÀÆ∆Ω∑ΩœÚµƒ“∆Ñ”°£
£®4£©º”èä∞≤»´ºº–gåW¡ï£¨Ã·π©∞≤»´…˙ÆaººƒÐ°£
¬π ∞∏¿˝ 20
Îx◊”ª°∫∏Ω°øµŒ£∫¶ ¬π
¬π ∞l…˙µƒ÷˜“™Ωõþ^°™°™
ƒ≥èSÉ…√˚∫∏π§‘⁄µ»Îx◊”∫∏Ω”◊˜òI÷–£¨“ª√˚∫∏π§Õª»ª¡˜±«—™£¨¡Ì“ª√˚∫∏π§…§◊”“≤≤ª Ê∑˛°£Ωõ·t…˙ôz≤È∫Û∞l¨F£¨É…√˚∫∏𧵃—™“∫÷–£¨∞◊—™«Ú∂º¥Û¡øúp…Ÿ£¨““µÕ”⁄Ω°øµòÀú °£
‘≠ÅÌ£¨þ@É…√˚∫∏𧓗ΩõþB¿mèƒ ¬µ»Îx◊”∫∏Ω”◊˜òI6ÇÄ∂ý‘¬£¨∂¯«“◊˜òIàˆÀ˘™M’≠£¨«“üo≥ÈüüŒ¸âm—b÷√£¨É…√˚∫∏π§‘ÁæÕ∏–”X…ÌÛw≤ª Ê∑˛£¨µ´Ös≤ª÷™‘≠“Ú°£
÷˜“™‘≠“Ú∑÷Œˆ°™°™
£®1£©µ»Îx◊”ª°∫∏Ω”þ^≥Ã÷–∞ÈÎS”–¥Û¡øö‚ªØµƒΩ埒Ù∆˚°¢≥Ù—ı°¢µ™—ıªØŒÔµ»£¨þ@–©üüö‚∫Õª“âmå¶≤Ÿ◊˜π§»Àµƒ∫ÙŒ¸µ¿°¢∑Œµ»∂ºï˛Æa…˙á¿÷ÿ”∞Ìë°£
£®2£©π§»Àå¶þ@∑N–¬π§ÀáÆa…˙µƒŒ£∫¶–‘º∞»Á∫Œ∑¿◊o»±∑¶¡ÀΩ‚£¨Œ¥ π”√þmÆÇÄ»À∑¿◊o”√∆∑°£
÷˜“™ÓA∑¿¥Î ©°™°™
£®1£©∆ÛòIµƒºº–gπ§Àá≤øÈT‘⁄≤…”√þ@∑Nπ§Àáïr£¨ë™Õ¨ïr÷∆∂®Ñ⁄Ñ”–l…˙ºº–g¥Î ©°£
£®2£©∆ÛòIµƒ∞≤»´°¢…˙Æa≤øÈTå¶åç ©þ@∑Nπ§Àá∞≤≈≈«°ÆàˆÀ˘£¨≈‰÷√≥ÈüüŒ¸âm—b÷√£¨ΩµµÕ”–∫¶ö‚Ûw°¢üüâmµƒù‚∂»£¨ π÷Æ∑˚∫œá¯º“Ñ⁄Ñ”–l…˙òÀú °£
¬π ∞∏¿˝ 21
—ıö‚ƒzπÐõ_¬‰£¨å¢ÀÆ≈Øπ§—€«ÚìÙ¡— ß√˜
¬π ∞l…˙÷˜“™Ωõþ^°™°™
ƒ≥èSö‚∫∏π§º◊≈cÀÆ≈Ø𧓓þM––…œ°¢œ¬ÀÆπÐ¥Û–Þπ§◊˜°£““È_Ü¢úpâ∫∆˜…œµƒ—ıö‚ÈyÈT£¨—ıö‚Õª»ªõ_ìÙ£¨å¢Ω”‘⁄úpâ∫∆˜≥ˆö‚◊Ï…œµƒ—ıö‚ƒzπÐõ_¬‰£¨’˝∫√¥Ú‘⁄““µƒ◊Û—€…œ£¨å¢—€«ÚìÙ¡— ß√˜°£
¬π ‘≠“Ú∑÷Œˆ°™°™
£®1£©∆øÉ»—ıö‚â∫¡¶ð^∏þ£¨È_Ü¢ÈyÈTþ^¥Û£¨ π—ıö‚√Õ¡“õ_ìÙ
£®2£©—ıö‚ƒzπÐ≈cúpâ∫∆˜µƒþBΩ”≤øŒª‘˙µƒ≤ª¿Œ
£®3£©ÀÆ≈Ø““≤ª∂Æö‚∫∏∞≤»´≤Ÿ◊˜÷™◊R£¨È_Ü¢ÈyÈTþ^√Õ£¨«“”÷’æ‘⁄—ıö‚≥ˆø⁄∑ΩœÚ£¨åŸ”⁄þ`’¬◊˜òI£¨·Ñ≥… ¬π °£
÷˜“™ÓA∑¿¥Î ©°™°™
£®1£©∑«ö‚∫∏π§≤ªµ√≤Ÿ◊˜ö‚∫∏‘Oljº∞π§æþ£ª
£®2£©È_Ü¢—ıö‚ÈyÈT≤ª“™þ^√Õ°¢þ^¥Û£ª≤Ÿ◊˜’þë™’æ‘⁄ö‚Ûw≥ˆø⁄∑ΩœÚµƒÇ»√Ê£ª
£®3£©úpâ∫∆˜≥ˆö‚◊Ï…œµƒ—ıö‚ƒzπÐë™≤Âæo‘˙¿Œ°£
“‘…œÎä∫∏ ¬π ∞∏¿˝‘⁄»’≥£π§◊˜÷–∂º «Ωõ≥£”ˆµΩµƒ£¨‘ı√¥≤≈ƒÐ”––ß∂≈Ω^ƒÿ£øƒ«æÕ–Ë“™¥Ûº“÷∏þ∞≤»´“‚◊R∫Õºº–gººƒÐ£¨’∆Œ’뙺±Ãé÷√±æÓI£¨≤≈ƒÐ”––ß∂Ù÷∆¥ÀÓê ¬π Ól∞l°£
|